Essential Reading
About Aluminium
Aluminium is incredible stuff! It is a unique metal with a positive image that naturally appeals to the professional specifier and installer. This incredibly versatile material, when combined with its alloys, can be folded, formed, machined or worked using a wide range of processes. Thanks to these excellent material properties, aluminium has become widely used within an extensive variety of architectural and related applications.
The many desirable design properties of aluminium alloy, including its lightweight to strength ratio, makes the material suitable for a varied selection of interior and external applications. To fully assist in the decision making processes it is clearly essential that valuable insight is gained into aluminium's' functionality and other performance criteria. Significant advances have also been made in recent years with processing technologies, thereby increasing expectations of improved products and surface finishes at lower cost.
To help promote a fuller understanding of aluminium's wonderful qualities and working methods, we have created this 'About Aluminium' guide. This is to assist all those wishing to capitalise on, and benefit from, the advantages of working with this tremendously flexible and adaptable metal.

Aspects of Metallurgy
There are a number of different factors that affect the performance of aluminium. We have therefore included a brief overview of the metallurgy of this versatile metal.
In commercially pure form aluminium has relatively low strength and is fairly soft and ductile.
By adding small amounts of other elements to aluminium significant improvements to its properties are made. These metals include copper, magnesium, manganese, silicon and zinc. Primarily these alloy modifications result in enhanced corrosion and heat resistance, machinability and tensile strength.
There has been much research and development carried out into the composition of alloys, techniques of working aluminium and heat treatment processes.
By optimising all these factors metallurgists have created an extensive range of material specifications that are best suited for specific applications.
Alloys are classified into two groups:
work hardening and heat-treatable.
Work hardening alloys:
Initial strength is achieved by the addition of particular alloys either singly or in various combinations.
Further strength is developed by the work hardening that results from the mechanical shaping of the metal during manufacture. The required amount of strength and hardness is achieved by controlling the amount of working during the process. These non-heat-treatable alloys are generally less expensive than those requiring heat treatment and are widely used in architectural sheet metal work.
1000 series* Aluminium with a minimum purity of 99% has many general uses. It also has excellent corrosion resistance.
5000 series* These alloys provide significant increases in strength and possess good welding characteristics. Often used for applications requiring a high quality anodised finish.
Heat-treatable alloys:
The strongest of the aluminium alloys are those that increase strength through heat treatment combined with subsequent rapid quenching, normally in water.
By heating for a time at slightly elevated temperatures (artificial ageing) it is possible to stabilise the metal's properties and consequently to further increase strength. The gain in strength however is usually offset by a loss in ductility.
6000 series With good medium strength the 6000 series are suitable for a wide range of general applications. Useful welding and working qualities.
Design Characteristics of Aluminium
Availability
Aluminium is the most common metallic element and its oxide form, known as bauxite, is the third most abundant substance.
Bi-metallic Corrosion
In the presence of moisture direct contact between aluminium and other metals should be avoided otherwise bi-metallic corrosion may occur. Where there is such potential for bi-metallic corrosion then the different metals must be isolated from each other by means of a suitable gasket or by coating or painting the contact area. There is no risk of bi-metallic corrosion in dry conditions.
Corrosion Resistance
Aluminium is highly resistant to weathering, even in polluted industrial atmospheres and also resists attack from many acids.
The excellent corrosion resistance of aluminium is due to the permanent presence on the surface of an invisible oxide film, making the material environmentally passive. If the surface is cut or scratched the protective film immediately reforms. Unless some substance or condition destroys this oxide coating, the metal remains resistant to corrosion.
Fabrication
The working qualities of aluminium make for ease of fabrication. Its forming and handling characteristics are among its most important advantages. Favourable comparisons can often be made with less expensive materials as its lower degree of workability results in reduced processing costs.
Fire
As defined by BS476: Part 4, aluminium is described as non-combustible, and provides Class 1 surface spread of flame to BS476: Part 5.
The thermal conductivity of aluminium is around four times that of steel, and its specific heat twice that of steel. Heat is therefore conducted away faster, and a greater heat input necessary to bring aluminium to a given temperature than with steel.
Food
Due to its natural oxide surface-coating aluminium can safely be used in areas of food preparation and service. Please contact our technical department for information on aluminium's reaction to specific foodstuffs.
Joining Flexibility
As with all other common metals, aluminium lends itself to the primary joining techniques including bolting, bonding, brazing, screwing, riveting, and welding.
Lightness
Aluminium is the lightest of all common metals with a specific gravity of 2.7, being approximately one third that of steel.
The excellent strength to weight ratio of aluminium delivers substantial weight saving benefits of up to 50% when compared with equivalent steel assemblies. Significant cost savings are also achieved in terms of transportation (fuel economy) and easier / faster handling and fixing (fewer personnel).
Machinability
Most alloy grades can be easily and economically machined. Aluminium alloy can be milled, turned, etc. at relatively high speeds resulting in faster production times and lower part prices.
Non-magnetic Properties
The non-magnetic properties of aluminium make it very suitable for use in computer rooms and similar applications involving electronic equipment. Aluminium is also used for electrostatic screening purposes.
Reflection of Radiant Energy
Aluminium is an excellent reflector of light and heat. About 75% of light and 90% of heat (depending on the surface finish and pattern) are reflected, making it widely used for lighting fixtures, decorative trims, and insulating applications.
Recycling
Aluminium has the advantage of a high scrap value and is therefore economic to recycle into reusable high-grade metal.Recycling aluminium needs only 5% of the energy required to extract from bauxite ore.
Today the use of reprocessed aluminium accounts for 30% of the production of the primary metal. This process can be continually repeated.
Temperature (effects of)
Temperatures typically encountered within normal living environments do not effect the performance of aluminium or aluminium alloys.
Strength
Commercially pure aluminium (99.5%) produced in temper hardened condition has a useful degree of hardness and excellent forming qualities
Substantial increases in metal strength are obtained by alloying aluminium with small percentages of other metals including copper, manganese, magnesium, silicon and zinc.
Many alloys can also be heat treated to further increase strength.
Understanding Perforated Aluminium
Blank areas/margins can be incorporated into specially perforated panels. Always check with our technical personnel to ensure the suitability of your perforated / plain layout before committing to specification.
Broken edges (absence of border margins) are not supplied by GA on standard stock size or specially perforated panels. Shearing to size from stock panels may result in broken edges (this may pose a health and safety handling issue, unless suitable precautions are taken).
Cleanliness on mill finish materials may vary from a relatively dry finish to a light residue of water soluble lubricant (necessary for the perforating process). It is advisable to arrange for mill finish materials to be wiped over on site, after installation.
End margins with staggered hole arrangements can result in either a finished or unfinished pattern at each end of the work piece.
Flatness in perforated sheets is never absolute. Various factors including overall panel size, the ratio of perforated to plain areas, the % open area, material thickness, all effect the degree of distortion. Our technologically advanced production methods minimise these difficulties and help to produce commercially and visually acceptable degrees of flatness.
Hole size relative to material thickness, is an important consideration. Avoid approaching a 1:1 ratio, e.g. 3.5mm hole dia. in 3mm thickness. Instances of similar hole size and material thickness can result in a less than satisfactory appearance, and also possibly tool breakage, causing production delays and other complications.
Ideal perforating material thicknesses from a quality processing point of view are between 1 and 3mm.
Increased rigidity can be designed into a perforated panel by increasing material thickness, incorporating a plain border, and / or a surround frame.
Material costs can be minimised by selecting from our range of standard hole size / shape configurations. Standard size or, specially perforated panels can be produced economically and quickly. Bespoke hole spacings, can involve long lead times, and expensive new tooling cost.
Missing or imperfect hole shapes result from broken or damaged punches. This is not an unusual occurrence when perforating large numbers of small holes. Although it is standard industry practice to supply an acceptable % spoilage factor, it is GA policy to reject sheets with such defects.
When specifying perforated 'specials' please confer with our Technical Sales Department before finalising a design. Various min / max production ratios apply to hole size, bridge distance, material thickness, end and side margins etc, which need to be observed to avoid possible material distortion and or fracture.
'Open area' in many applications, is an important consideration. Please refer to the percentage open areas given for each GA standard pattern.
Percentage open areas is defined, as being the ratio of the total area of perforations, to the overall size of the panel, excluding the unperforated margins.
Perforated specials are best designed in collaboration with our technical sales department. Various critical production rations apply that require careful consideration before committing to final design.
Plain margins on pre-punched sheets might, or will be lost, once sheared to size.
Polythene film on the punch face side only, is normally applied, to help protect the material surface from the rigours of the perforating process
Production tolerances for bespoke items incorporating perforations are less precise than for plain sheet working. Please refer to our GA5* Processing Standard for details.
Round holes with a 60° staggered pattern, are the most common hole arrangement, this is due to the inherent strength and wide range of available open areas.
Side margins should ideally be kept to an even dimension of less than 80mm, this helps to reduce surface camber and distortion.
Small, medium or large quantities of 'specials' can often be economically and quickly produced by GA. Our bespoke software accurately calculates best use of materials and punching arrangements.
Square holes provide good visibility and air flow while providing decorative cover.
Staggered patterns for rounds and squares will normally be the short dimension of the sheet. The straight row of holes is usually parallel to the sheet length.
Standard size panels are shown with nominal overall dimensions, these can vary slightly depending on the necessity to 'square' sheets before perforating commences, and the degree of material 'stretch' during processing. Standard size sheets are normally supplied with, a minimum border margin.
The two sides of a perforated surface are not the same. The punch face side is where the punch enters the material, and the burr side indicates the punch exit, on the underside. Therefore, the appearance of the two sides of a perforated panel are different from one another. When installing panels, please ensure that matching faces, are fitted side by side, to maintain a consistent appearance.
Visible faces should be indicated on unsymmetrical panels and fabrications, as the punch face side is superior, to the burr side (underside).
Specifying Bespoke Aluminium
Aluminium is a highly versatile, lightweight and strong material and can be worked using a variety of metalworking techniques.
An increasing number of architectural projects involve the specification of worked aluminium. To assist with this process and to ensure the product realisation meets your expectation we would like to share with you some important design considerations.
Bespoke working involves making items to specifier requirement on a one-off type basis. Job specific – quantities, sizes, shapes, radii, fixing details etc., are all incorporated into the finished item.
With each unique specification there is a first time for everything. It is always possible that unexpected developments can arise.
Practical considerations, in terms of material performance and / or machine capabilities, can result in some variations to the originally specified requirements. Tolerances, with specially fabricated items, are normally looser than those for mass produced manufactured parts (by others).
Component size can have a critical bearing on overall job cost effectiveness. Closely compare preferred size requirements to standard stock configurations. Small dimensional adjustments are often possible and can achieve significant financial savings.
Corner radii on bent / formed items are determined by a combination of material thickness and alloy grade. A radius on the outside corner, of up to twice the metal thickness, is possible.
Countersunk holes cannot be provided on material thinner than 1.2mm.
Crazing of anodic coatings will occur, due to mechanical influences such as, forming or bending. Anodic crazing by cold forming of all kinds, can be avoided, by ensuring that these operations precede the anodising process.
Dimensional tolerances apply to all bespoke products.Grain structure on brushed surfaces is best designed to run vertically, this minimises dirt entrapment and eases cleaning. Mill and anodised surface finishes can clearly show the metal grain and it is therefore preferable to avoid adjacent component surfaces with conflicting grain direction.
Insulate at connections with other metals, for maximum durability.
Jig/clamp marks can ruin the decorative appearance of a finished component. When items are to be surface finished, please indicate the preferred area for clamping. If no suitable jig/clamp points are available it is sometimes necessary to specify 'clamping tabs' these can subsequently be cut away before installation.
Manufacturing (by others) is the mass productionof identical piece parts, same size, shape etc. Production tolerances and variations can be minimised by virtue of repeated processing, and therefore making the necessary adjustments to the next batch. However these production techniques are not generally appropriate for anything other than very large scale architectural projects.
Material flatness can only be subject to standard tolerances. Various stresses are released during the fabricating and shearing processes, these are sometimes impossible to completely alleviate.
Material loss will occur on saw cut items. Each saw cut removes material equal to blade width, normally 4 to 6mm.
Minimum thickness is not always the most economical life cycle option. Insufficient material thickness is a common cause of component failure or under performance.
One good side is normally supplied. Two good sides are only provided when technically feasible and by special written agreement.
Pattern matching on adjacently positioned textured and patterned sheets will often require additional material usage. Please state if this requirement applies.
Polythene film is usually applied to one side of sheet material to help protect the metal's surface during workshop operations. Occasionally, depending on the process involved, the protective film may be accidentally ruptured, or might need to be removed in specific instances eg welding operations, subsequent surface finishing is therefore always advisable if aesthetic considerations apply.
Quantity tolerances do not apply on bespoke items supplied by GA, we produce to the exact number every time.
Surface finish is a subject which provides considerable scope for misunderstanding. During the metalworking process, materials inevitably suffer various forms of surface abrasion. Best practice usually requires the specification of surface finishing, if aesthetic considerations apply. These processes could include various applied finishes or mechanical surface treatments.
Weld-beads are normally cleaned-off and flush to the metal's surface if decorative considerations apply. These cleaned areas can subsequently be covered with a powder coat finish. If left uncoated, a cleaned weld can only be 'blended in' at best, by mechanical treatments, to the whole surface.
Welding is not compatible with the requirement for a decorative anodised finish. Various impurities in the metal are brought to the surface by the heat produced during the welding process and this often results in surface discolouration after anodising. Pre-anodised aluminium cannot be welded satisfactorily.
Finishing Options
When it comes to appearances, aluminium can certainly be finished in style, with a number of different effects. Also, depending on the application, aluminium is often used in its natural state.
Mill
Most of our aluminium materials, and products, are available in mill. After production into sheet or extrusion form, the aluminium surface is said to be mill finish. This untreated finish can be bright, to semi-bright, in appearance. Rolling marks (on sheet), extrusion lines (on profiles) and other markings, including surface abrasions, are also commonly visible.
On perforated and patterned sheets these markings are normally much less noticeable.
For general applications, when the finished appearance is not of primary importance, then mill is often selected as the most economic choice.
Natural Anodised
Anodised aluminium provides an attractive, matt metallic, easy to maintain effect, that will normally last for many years. The anodic film is considered corrosion resistant, durable, and light-fast.
The anodising process interacts with the surface of the aluminium. For this reason you should be aware that variations can occur in the shade of the anodic film. To ensure the best possible finish is achieved it is important that a suitable aluminium alloy together with a good surface finish is selected. Ideally the material would be from the same production run.
Most of our aluminium is kept in anodising grade suitable for processing, and we also stock pre-anodised items, ready for immediate dispatch.
You can also rest assured that GA's sales team will suggest alternatives when the anodising process might not be appropriate.
Organic Powder Coating
For many uses aluminium looks great in mill, or anodised finish. There are occasions however, when a colourful alternative may be required, and that's where powder coating comes into its own.
The long-term performance characteristics of the environmentally friendly solvent free powder coating process, ensure wide usage for architectural projects. Often selected as the preferred option for fabricated items because the thickness of its coating often covers surface abrasions and processing marks. The thermally cured powder coating process provides a tough, easy to maintain and knock-resistant finish.
Satin Brushing
Automated equipment applies satin brushed effects on flat sheets. These treatments provide a directional grained appearance and help remove surface defects while developing a more consistent look.
Satin brushing is normally chosen as a finishing option when the items are 'out of reach' and therefore unlikely to be touched by hand. This is because satin brushed surfaces (unless sealed with a clear coating) can 'finger mark'. Perforated ceiling panels would be a typical application for satin brushing.
European Standards and Specifications
A multiplicity of aluminium alloy, tempers, heat treatment conditions, etc, have been developed to satisfy both general and industry specific needs.
We have included below only those specifications that apply to the GA product range and are therefore relevant to the architectural industry.
The material specification for each product is given on the relevant page.
Aluminium alloy extrusions
Standard EN 515/573/755
Specification and condition
6063
A versatile extruded alloy, suitable for a vast range of general applications and in particular where good surface finish and / or anodising qualities are required. A good welding grade and some ductility when formed or worked. Available in the widest size range.
Aluminium and alloy sheet
Standard EN 485/515/573
Specification and condition
1050A H14
Widely used for general sheet metalworking and fabrication purposes including welding. Available in the full size range. Good anodising qualities.
5005 H14
Developed specifically for the anodising market. Good uniformity of finish but shade variations are still possible from sheet to sheet, as the truly variable factor is the anodising process itself.
5754 H22
A medium strength alloy, often used in tread grip products.
Please find below an example of how to describe a material standard and specification:
Aluminium sheet to EN 485/515/573 1050AH14
Environmental Issues
For the foreseeable future, sustainable management of the environment will be one of the greatest challenges facing our planet. The aluminium industry is committed to reducing energy consumption and emissions through more efficient production and recycling.
Aluminium production, recycling and surface finishing
Gooding Aluminium believes in, and is therefore committed to, policies that provide for sustainable development which meets the needs of the present without compromising the ability of future generations to meet their own requirements.
There is a growing awareness within all of us of the many environmental issues that are developing our values and driving demand for 'green' products and services. More and more client specifications are calling for environmentally conscious material selection. The aluminium industry has appreciated for some time that today shapes tomorrow. Many advances in production technologies are being made that are helping to conserve resources, reduce emissions and eliminate disposal issues in the production of primary aluminium. Environmental issues are frequently complex and contested. We therefore only seek, in this part to provide a broad outline of the environmentally significant aspects that are at the heart of aluminium production. Information on life cycle performance and surface finishing technologies is also provided.
Sustainability
There is generally, particularly within the architectural industry, an increasing emphasis being placed on sustainability.
Nature has fortunately provided generous supplies of aluminium; it is the 3rd most common element and the most abundant metal. Only silicon and oxygen are more plentiful. Over 7% of the earth's crust is made up of bauxite (from which aluminium is produced). Aluminium is considered harmless to animals and plants. It is reassuring to know that even based on current rising usage rates there are many hundred year's worth of supplies remaining.
Mining
Bauxite is easy to mine, but extracting the aluminium from the bauxite is a complex and power intensive process. Production of aluminium takes place in two stages.
The first stage separates the alumina from the bauxite by means of a chemical process.
The second stage reduces the alumina to aluminium using an electrolytic refining process.
Energy
Electricity is essential to produce aluminium. Electrical power makes up about 1/3rd of the cost of producing a tonne of primary aluminium. The major incentive in continuing with these efficiency gains is that each saving in energy consumption translates immediately into significantly reduced costs of production.
More than 55% of the world's aluminium production is powered by environmentally friendly renewable 'white energy'. The largest national producers, Canada, China, Russia and the United States have located many of their production plants close to sources of cheap hydroelectric power.
Technology
During the past two decades producers have been improving their efficiency through better process control and operating practices. Advanced smelting technologies are being introduced, including the prebaked anode method, that are making major energy efficiency gains of up to 25%, by reducing the amount of electricity required to produce the aluminium.
Environment
As with every industrial process there are environmental considerations with the various stages of aluminium production. The primary production processes of refining and smelting result in greenhouse gas emissions. However the global aluminium industry has become a leading pioneer in adopting new technologies that are successfully achieving a declining trend in overall emissions. PFC emissions have reduced by 60% per tonne since the early nineties. While overall production has increased by around 25% over the past ten years, total emissions to the atmosphere have successfully been reduced. Research is also ongoing into anode materials (these are used during the electrolytic process) that contain no carbon. These carbonless anodes, if successfully developed on a commercial basis, would completely eliminate PFC emissions. Currently the worldwide recycling of aluminium is estimated to annually save over 80 million tonnes of greenhouse gas emissions.
Life cycle performance
Life cycle performance is assuming increased importance. In aluminium, the real environmental benefit is in the recovery of the metal through recycling and looking towards the future.
Once produced, aluminium offers the clear 'cradle to cradle' advantage that it can be repeatedly and efficiently recycled without any loss of quality. It is considered, in this sense, the 'greenest' of metals, being 100% recyclable. Landfill space is saved and the effects of this practice reduced by the production of aluminium from scrap.
When aluminium products reach the end of their useable life they can be transformed, by recycling, into new forms using only a fraction, about 5%, of the energy and emissions originally required in their initial production. Raw materials are therefore preserved and considerable energy savings made.
Over the past thirty years the importance of aluminium recycling has been underlined by a tripling in its output. Recycling aluminium drinks cans is an important material source. Domestic supplies of scrap account for about 40% of the aluminium recovered from recycled sources. It is the industry's ambition to recycle all sources of aluminium scrap.
There is a growing recognition that this feature of recyclability results in the increasing reserves of aluminium stock acting much like a reserve of valuable stored energy, that can be repeatedly used over time. Manufactured aluminium products can therefore be endlessly and economically recycled to produce new products. End of life (EOL) collection ratios are high for the building and construction industry. Significant aluminium recycling rates of around 85% are being achieved within this market.
The virtuous expanding circle of aluminium recycling represents an ever increasing proportion (currently over 35%) of total aluminium production. This can be viewed as a gilt-edged energy investment for the future.
Compared with the production of primary aluminium, recycling produces only about 5% of CO2 emissions. Recycling one kilogram of aluminium saves over 7 kilograms of bauxite, 4 kilograms of chemicals and 13 kilowatt hours of electricity.
Surface Finishing
There are many options for finishing aluminium. We include below a brief overview of two alternative technologies that satisfy the criteria for environmental compliance and high performance.
Anodising
Environmental friendliness and its relative safety are two of anodising strongest qualities. The process does not require the use of solvents nor does it contain volatile organic compounds (VOCs) and no heavy metals are involved.
Since anodising is a magnification of a naturally occurring oxide process it is considered nonhazardous. An anodised finish is chemically stable, doesn't decompose and is non-toxic.
Anodising uses simple water-based chemicals that can be treated easily and that release no harmful by-products. The liquid by-products are recycled and returned to the process. A mixture of aluminium hydroxide, aluminium sulphate and water is created as a by-product of the anodising process. Due to the absence of any significant production of heavy metals this substance is considered harmless. Solid by-products can be isolated and diverted for use in the manufacture of various products including cosmetics, fertilizer and newsprint.
Polyester Powder Coating
Powder coating is a completely dry finishing process. The powder paint is pigment contained within a powdered resin and is considered as paint without solvents.
Powder coatings, unlike conventional liquid paint technologies contain no solvents and are virtually 100% free of volatile organic compounds (VOCs). One of the biggest advantages over liquid paints is the elimination of air and water pollution. No VOCs are emitted when powders are cured in an oven.
There are several energy saving benefits to be gained with the use of dry powders. Due to the absence of VOCs, exhaust and therefore power requirements for the curing ovens are lower than those for liquid paints. No drying is required with powder, therefore by stacking the items closer together better use can be made of the available oven space.
There is a uniquely high material utilization rate with sprayed powders as any overspray can be recovered and re-used, waste is virtually eliminated.
GA 5* Fabrication standard final inspection tolerances
In accordance with most production methods, tolerances are necessary to cover variations in the actual process and to allow for tool wear. Differences in surface texture, as with perforated and patterned products, can also affect dimensional accuracy.
GA 5* final inspection tolerances have been carefully selected as appropriate to satisfy the needs of the architectural market.
These clearly defined fabrication limits help to minimise and/or prevent difficulties a rising in the majority of on-site erection or assembly projects. If it is considered tighter accuracy is required we will be pleased to confirm if this is possible.
Unless otherwise stated at the time of quotation and/or ordering, fabricated items produced by our Company will comply with the GA 5* Fabrication standard.
Table GA 1
Cut lengths - overall tolerances
Sawn +/- 1.00mm
Sheared +/- 1.00mm
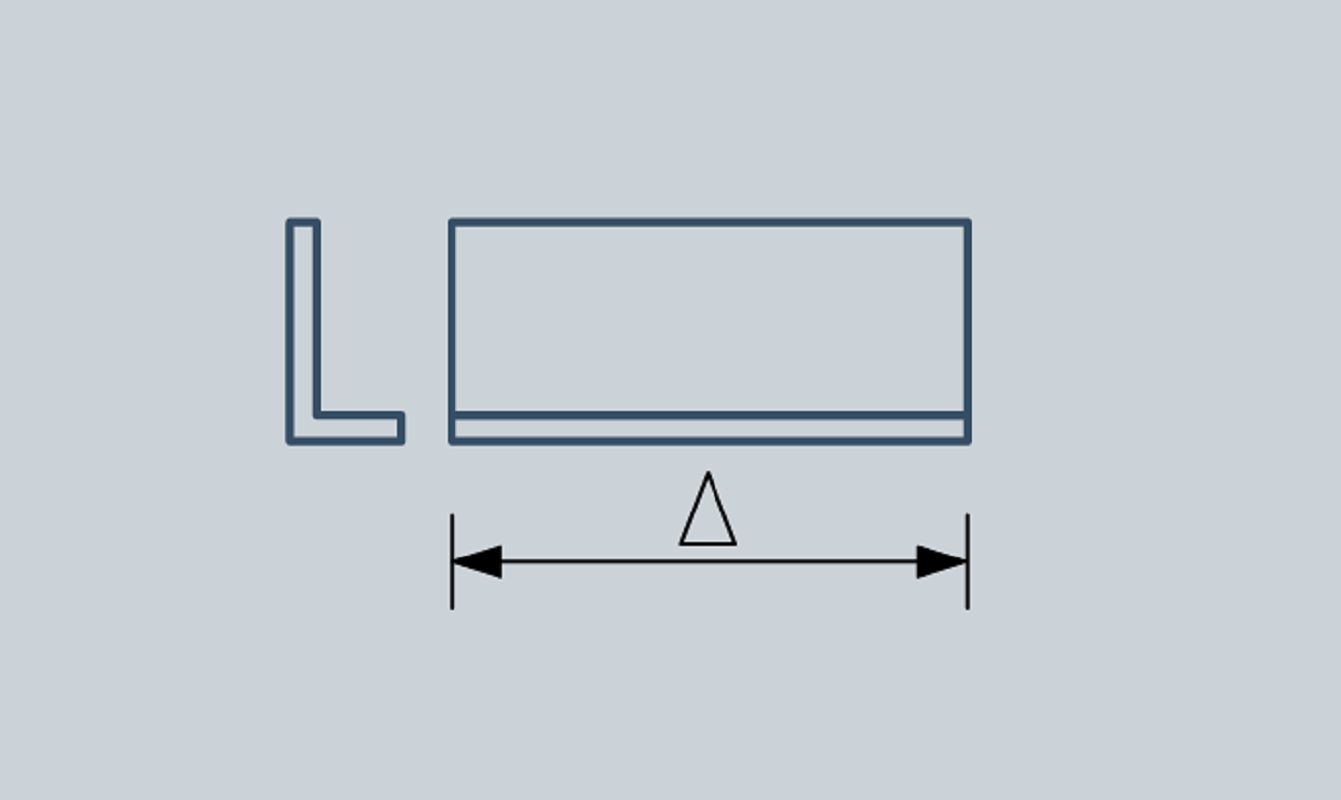
Table GA 2
Cut lengths - angular tolerances
Sawn +/- 0.50°
Sheared +/- 1.00°
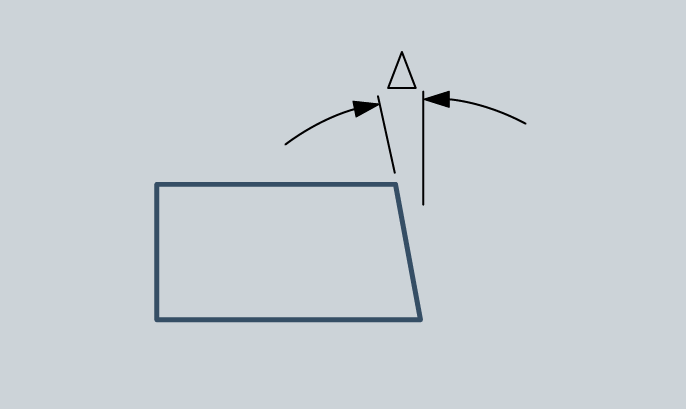
Table GA 3
Sections and flanges formed by press brake and other folding methods.
Allowable deviation from angle specified
Plain sheet +/- 1.00°
Perforated sheet +/- 1.00°
Patterned sheet +/- 1.00°
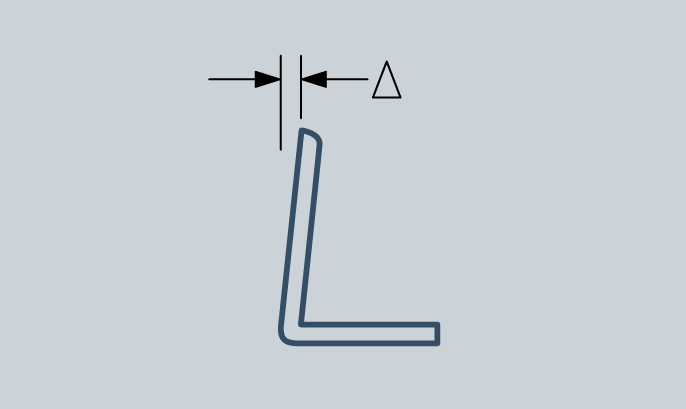
Table GA 4
Sections & flanges formed by press brake and other folding methods. Tolerances from given sizes & flanges
Plain sheet +/- 0.50mm
Perforated sheet +/- 2.00mm
Patterned sheet +/- 2.00mm
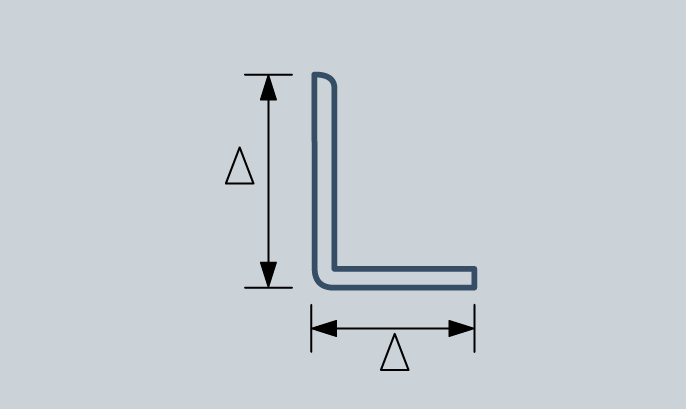
Table GA 5
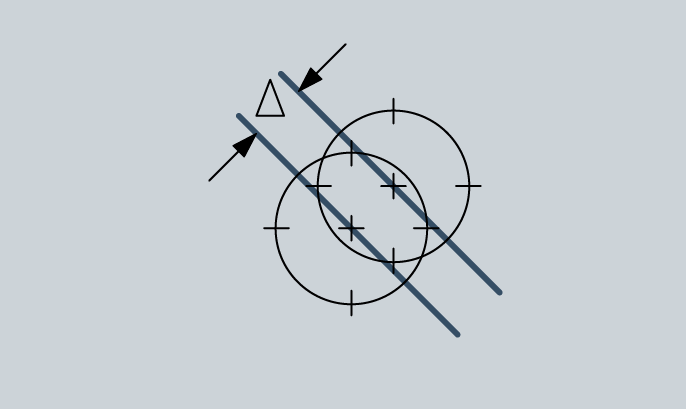
Rolled components after fabrication. Allowable deviation from intended curve or camber at mid-length of curved portion
Sheets +/- 5.00mm per metre of curved length
Profiles +/- 5.00mm per metre of curved length
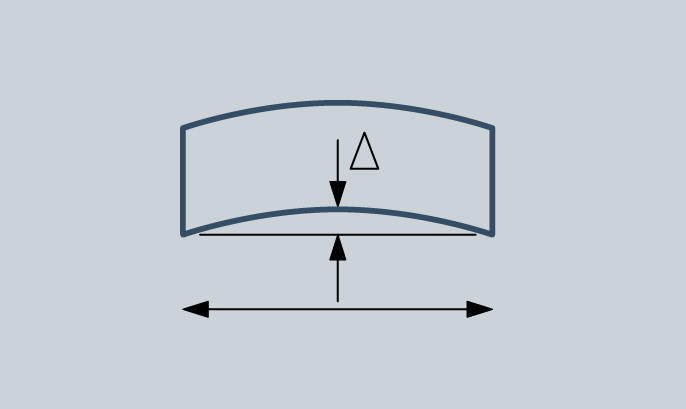
Table GA 6
Tolerances on holes, punched or drilled (not part of perforated configurations)
On isolated holes +/- 1.00mm
On group of holes relative to each other +/- 0.50mm